-

- <포장완료 코일>
-
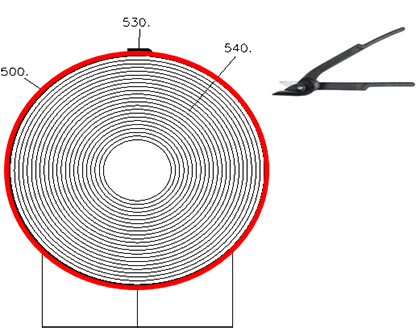
- <절단기를 사용하여 Steel Band 제거>
-
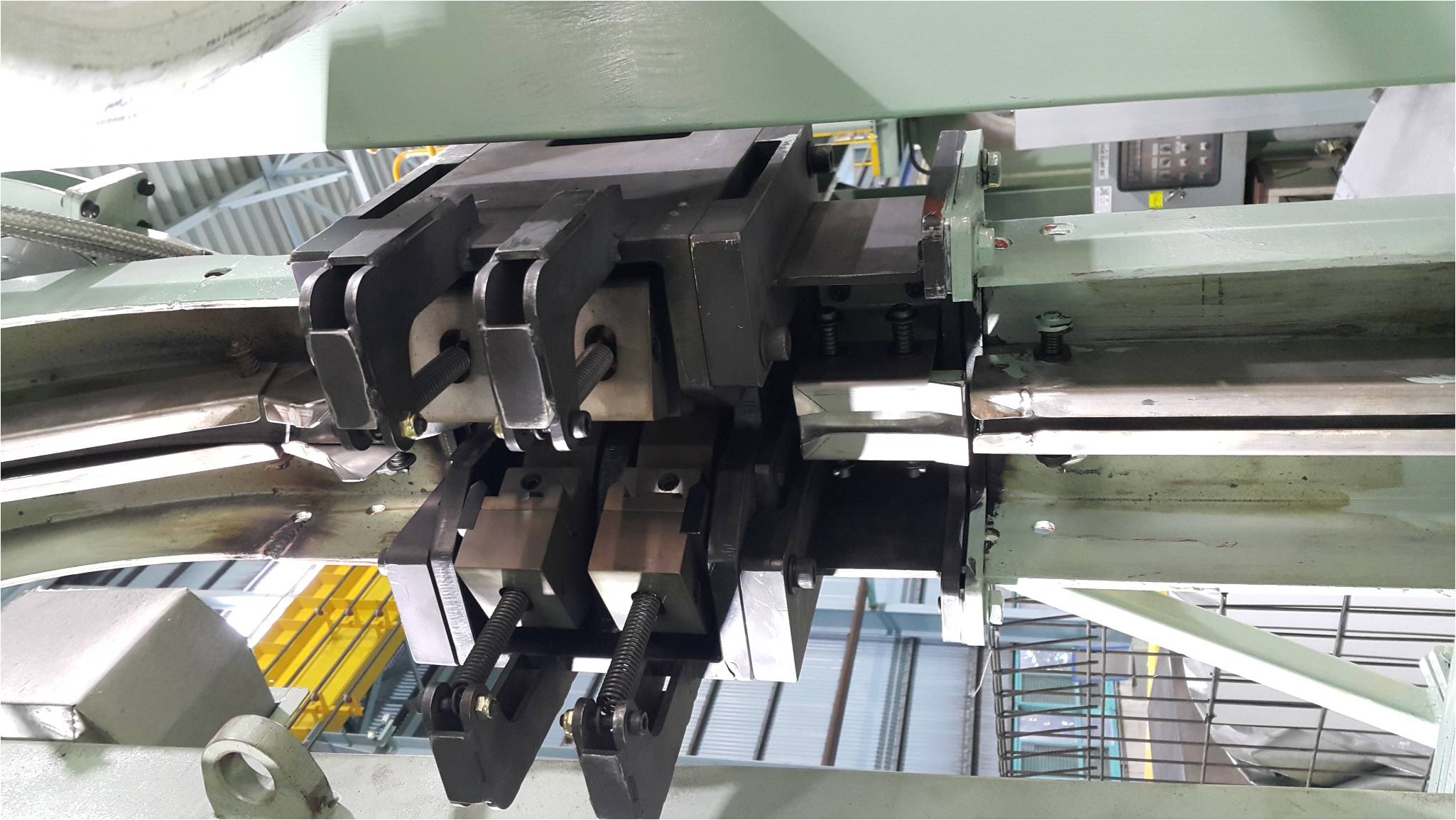
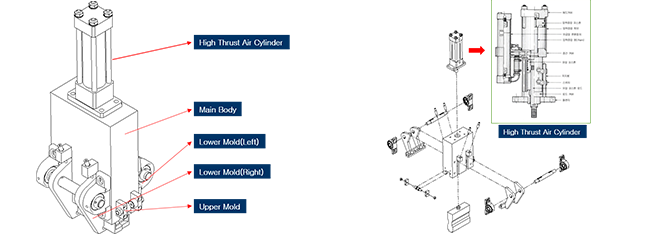
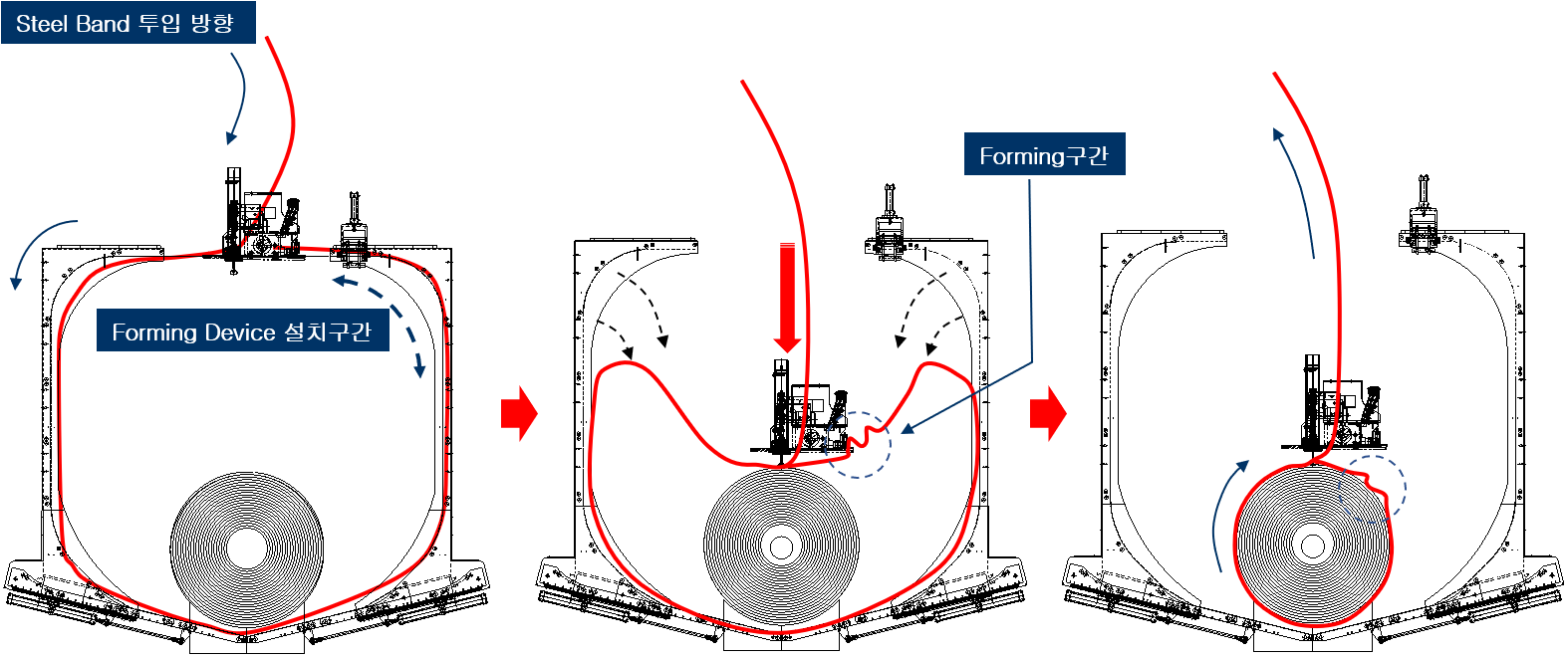
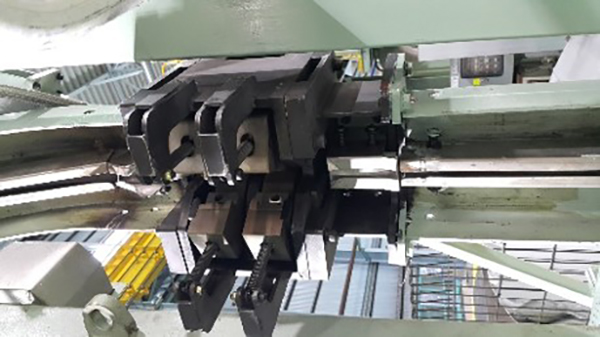
- Steel Band Forming Device
-

- Steel Band Forming Device 설치
-
- Steel Band Forming Device
-

- Steel Band Forming Device 설치

-

- 0.8T / K120 / 110mpm
-
- 0.9T / K120 / 120mpm
-
- 0.8T / K120 / 110mpm
-
- 0.9T / K120 / 120mpm
-

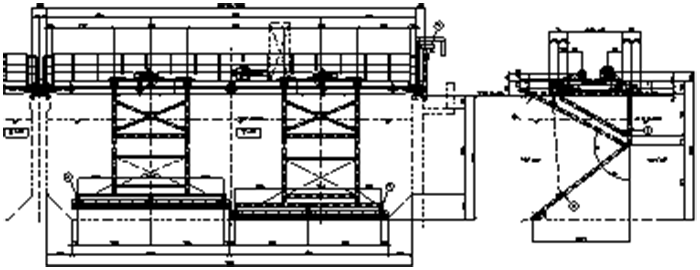
- [사진1-1] Line 설치
-

- [사진1-2] Shop Test
-

- [사진1-3] Line 설치 (Drive)
-

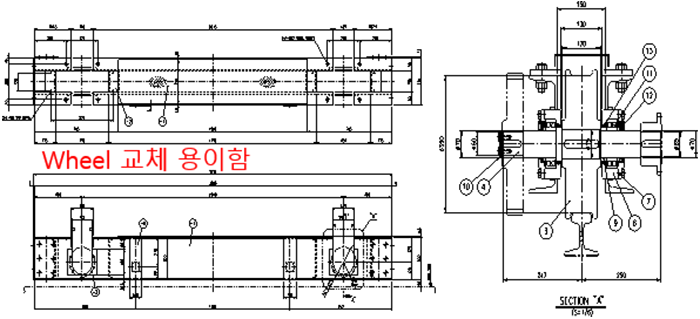
- [사진1-4] Roll Change Jig 개발
-
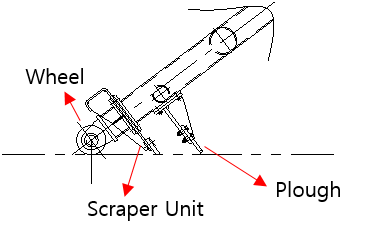
- Scraper의 개선 단면도





