-

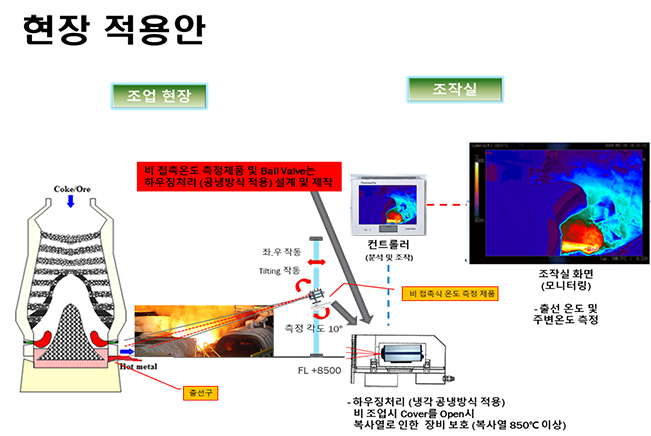
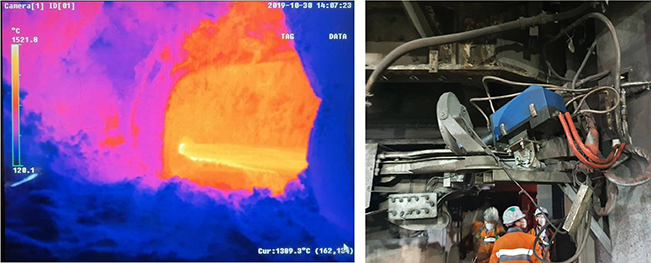
- 현장 사진
-

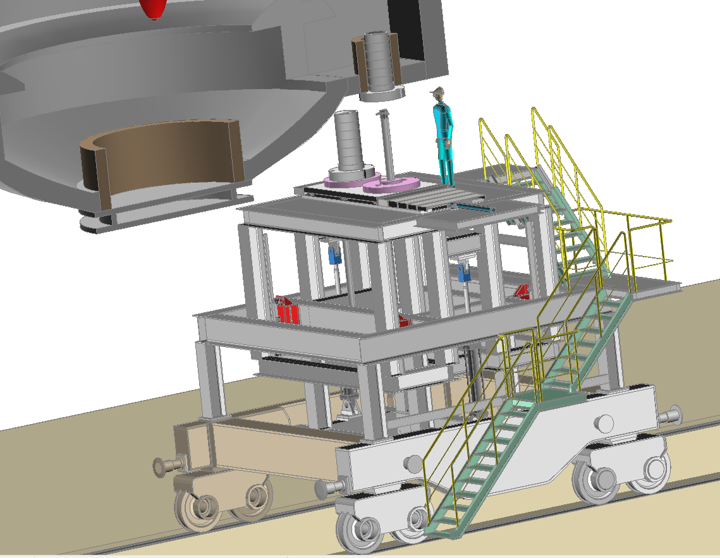
- 현장 설치 사진
-

- 현장 설치 사진
-
- 현장 사진
-
- 현장 설치 사진
-
- 현장 설치 사진



-

- 현장 사진
-
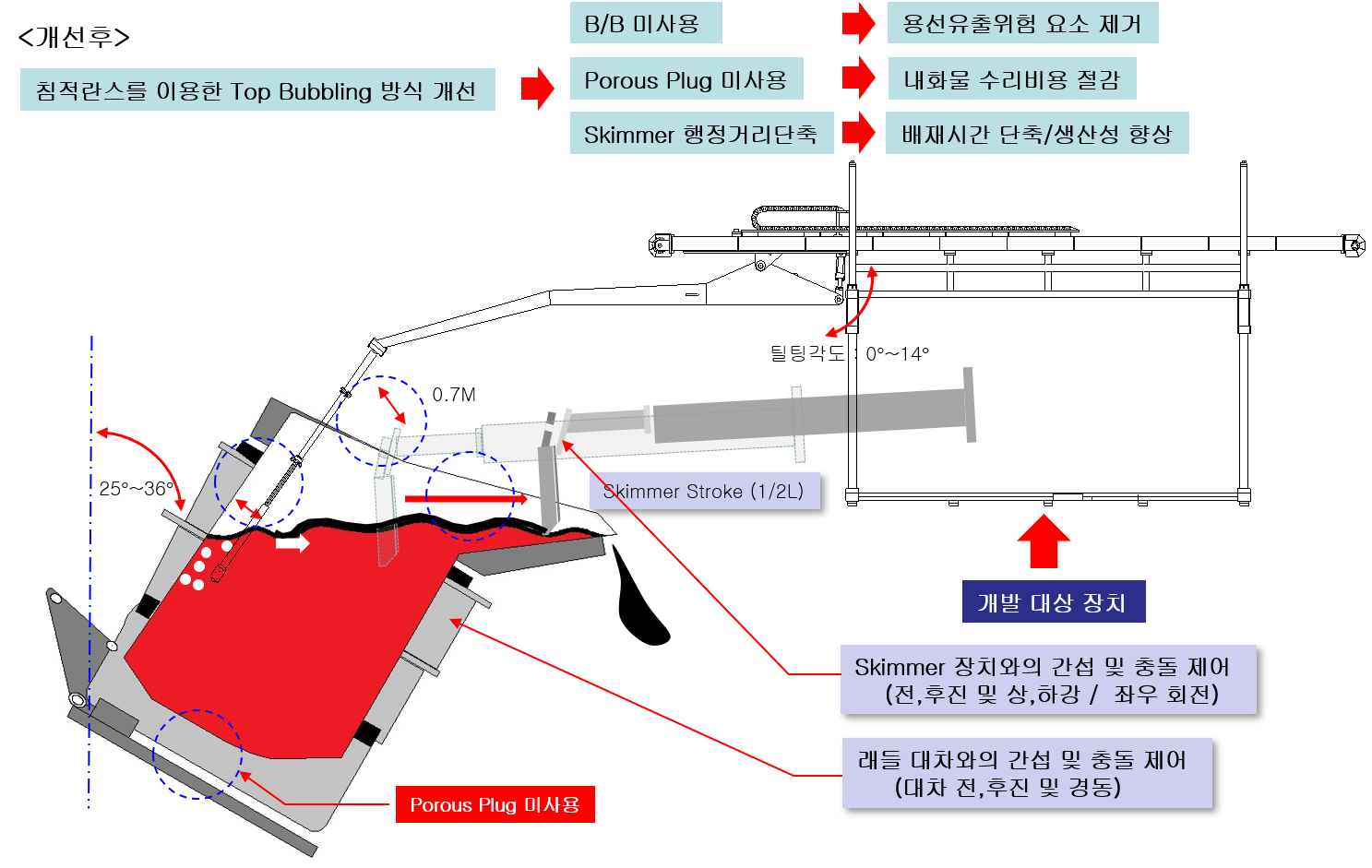
- 현장 TEST (개발결과)
-

- Ladle Top Bubbling Test
-
- 현장 사진
-
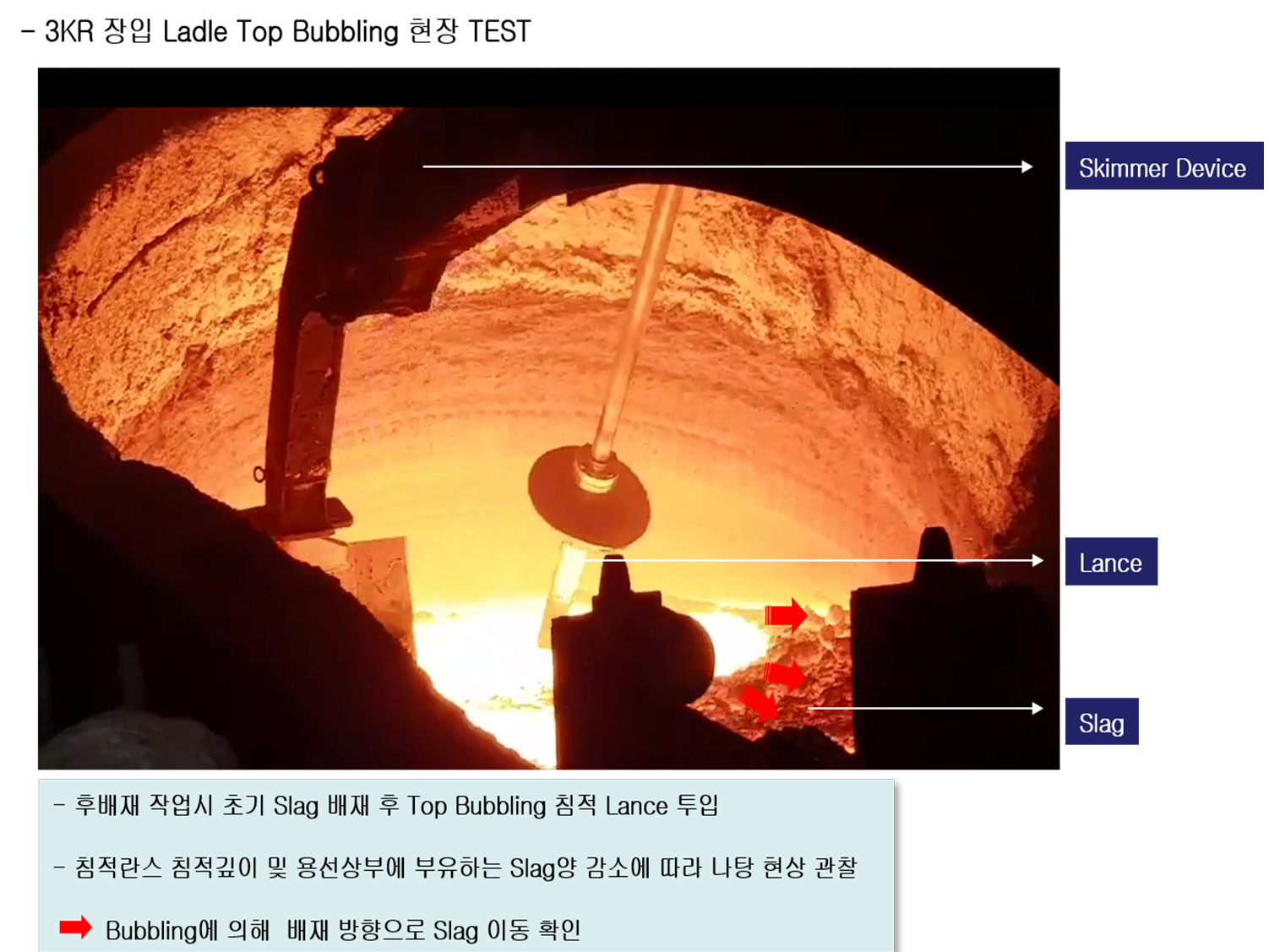
- 현장 TEST (개발결과)
-
- Ladle Top Bubbling Test


-
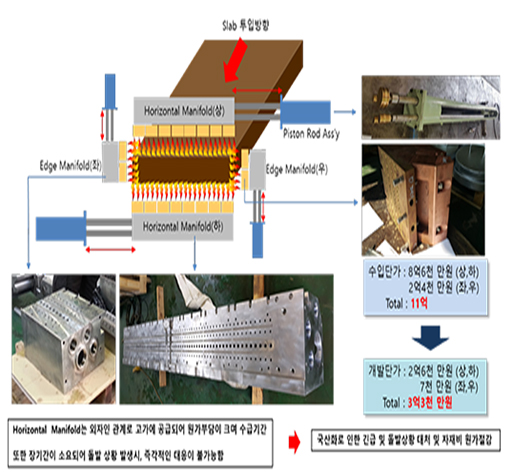
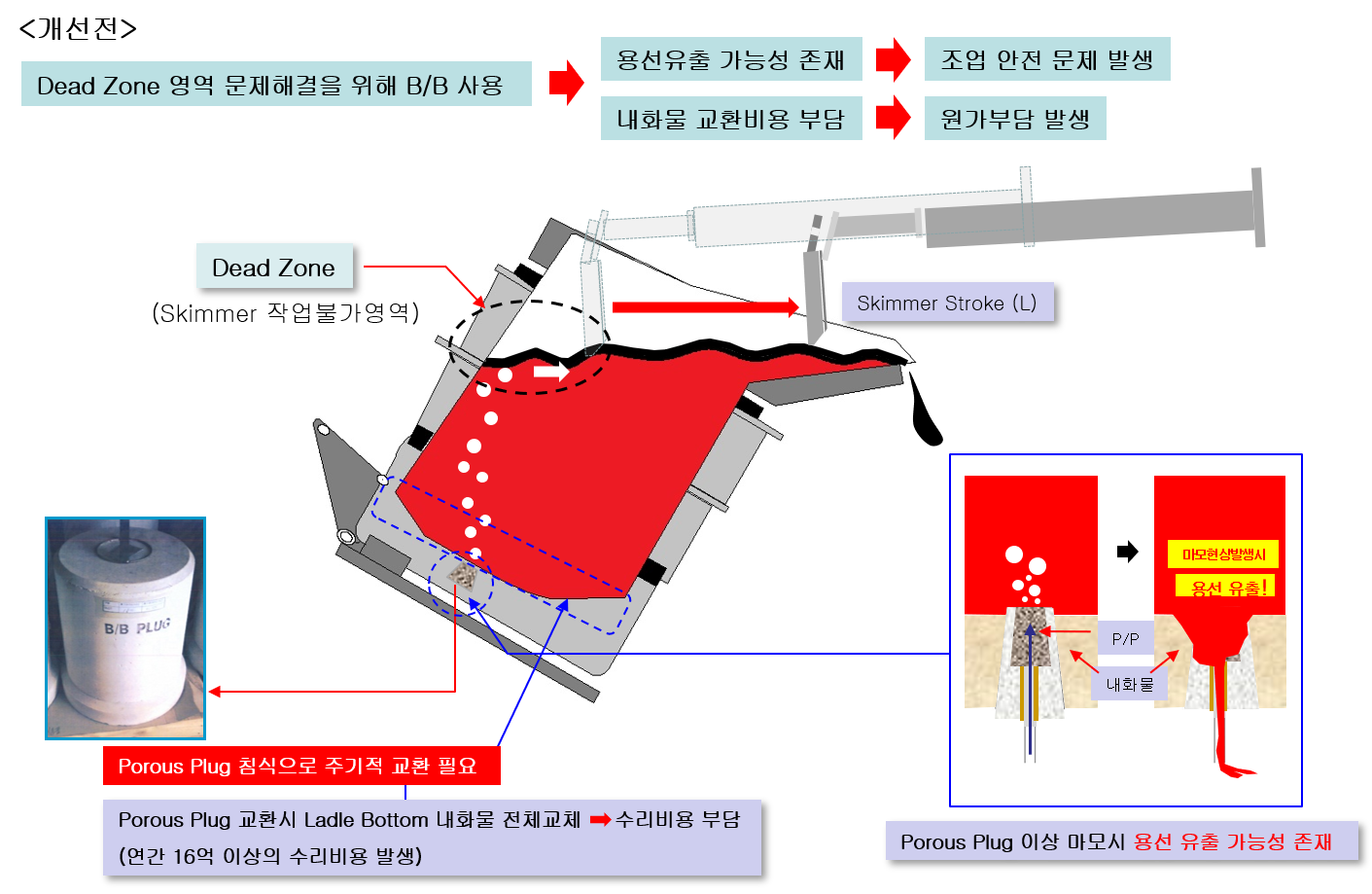
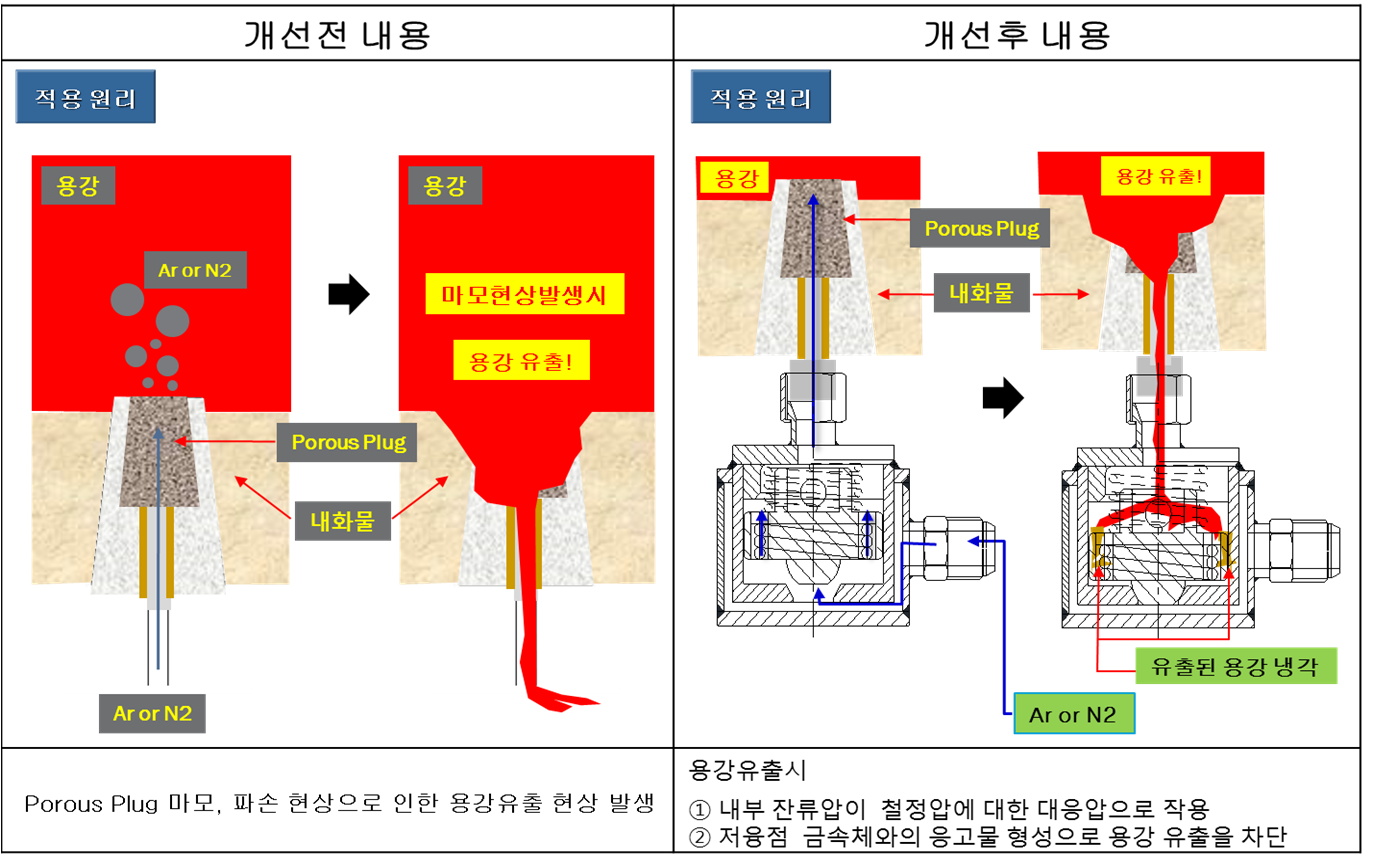
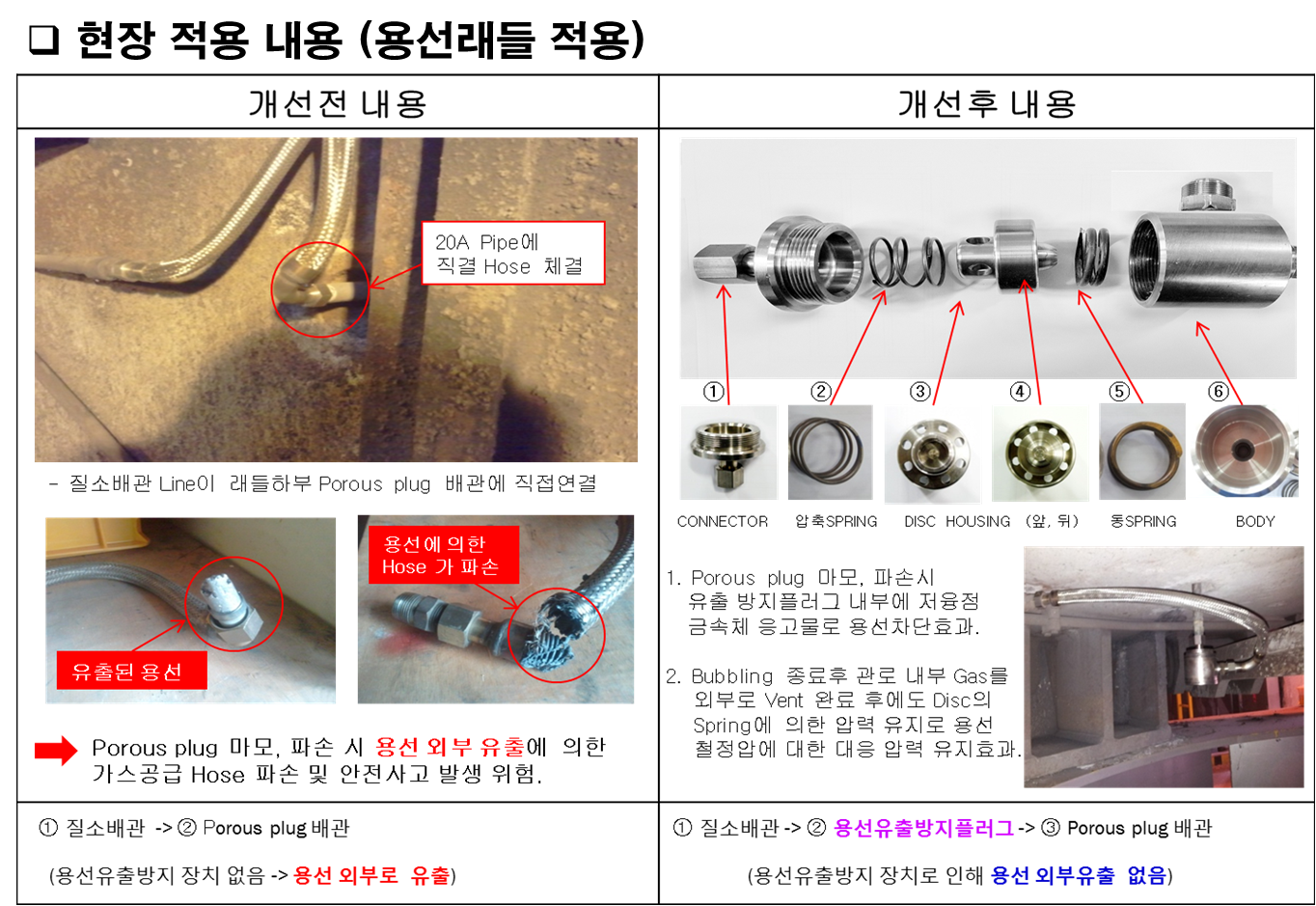
- BS과제 : 개선 내용
-
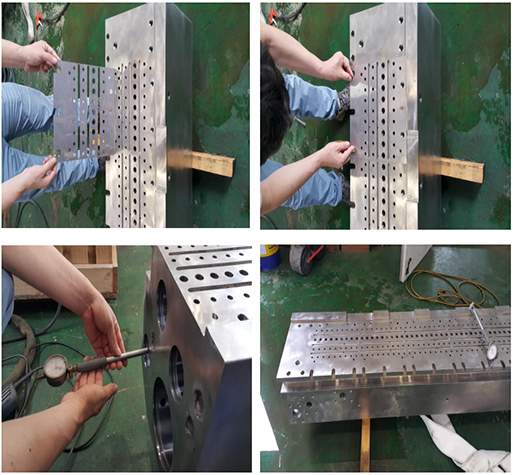
- Manifold 조립 및 JIG 확인
-

- Manifold TEST
-
- BS과제 : 개선 내용
-
- Manifold 조립 및 JIG 확인
-
- Manifold TEST
-

- 포장완료 코일
-

- 절단기를 사용하여 Steel Band 제거
-
- 포장완료 코일
-
- 절단기를 사용하여 Steel Band 제거
-
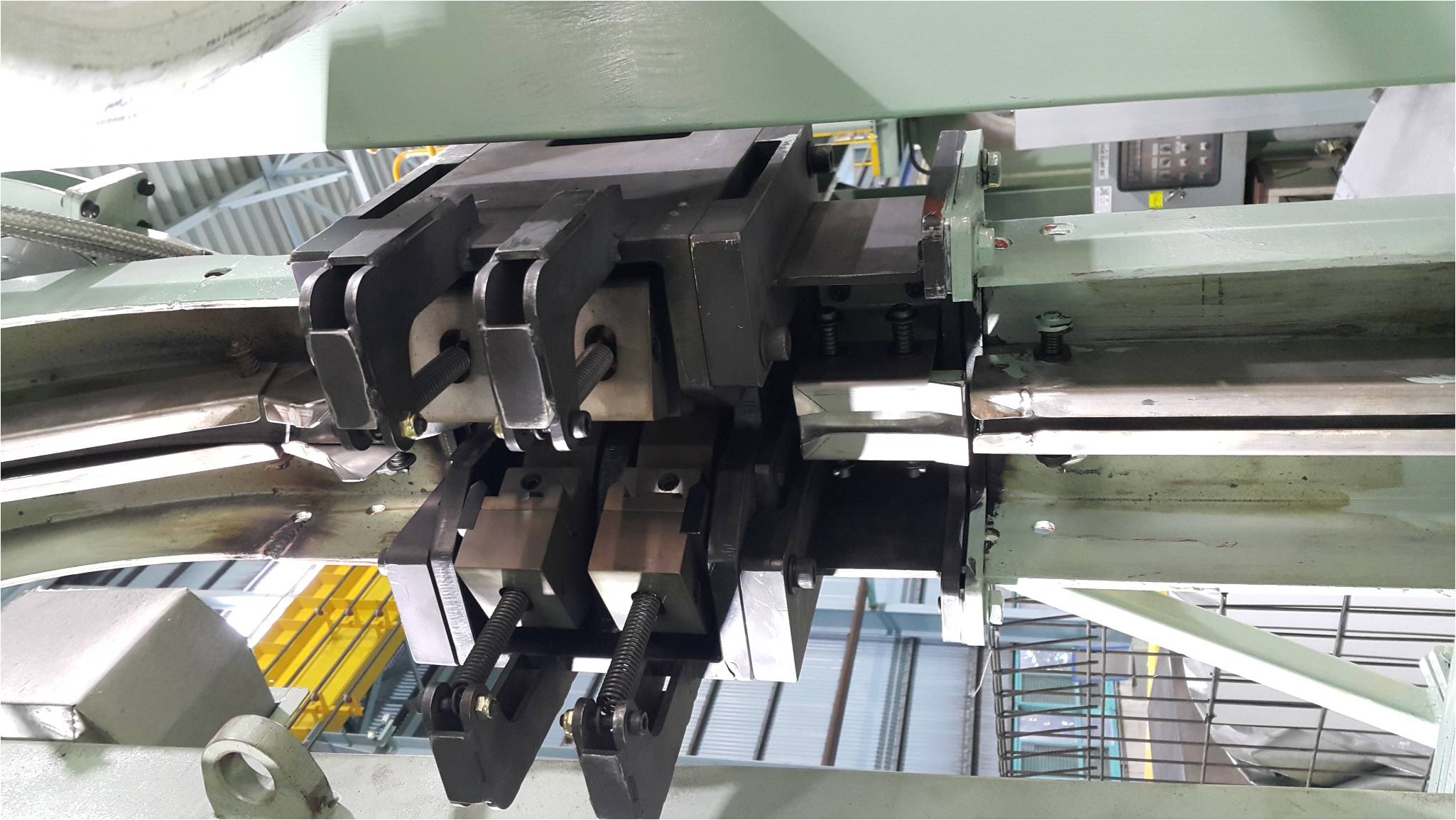
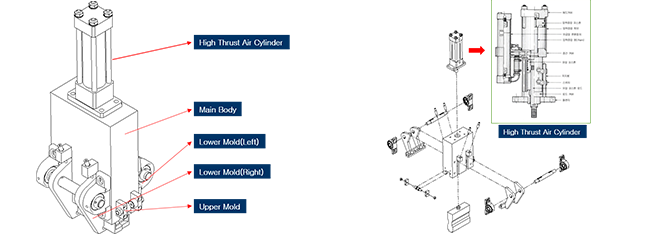
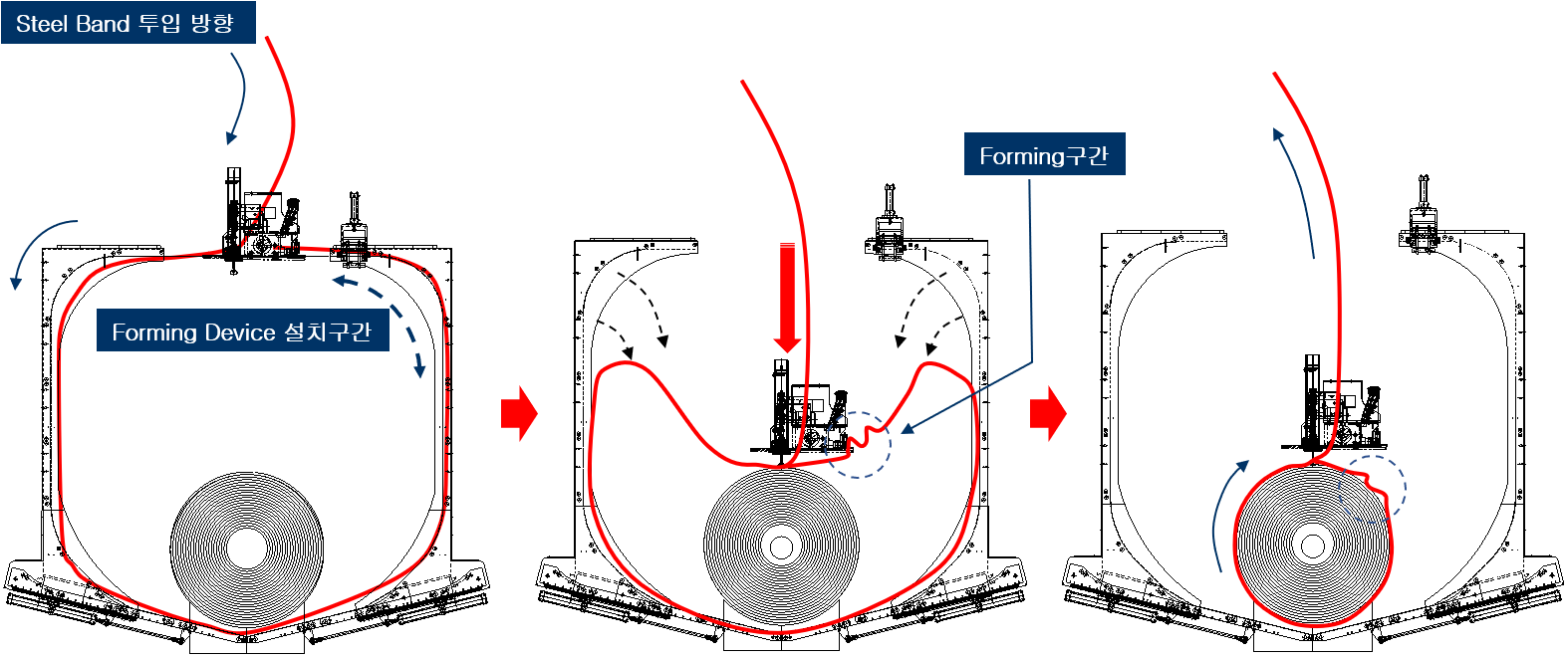
- Steel Band Forming Device
-

- Steel Band Forming Device 설치
-
- Steel Band Forming Device
-
- Steel Band Forming Device 설치

-

- Electro-Plating Unit
-

- Entry Section
-

- Alkali Cleaning Unit
-
- Electro-Plating Unit
-
- Entry Section
-
- Alkali Cleaning Unit
-

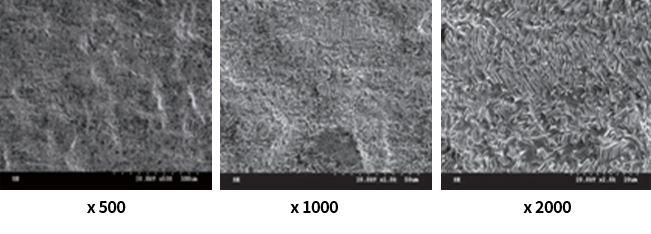
- 0.8T / K120 / 110mpm
-
- 0.9T / K120 / 120mpm
-
- 0.8T / K120 / 110mpm
-
- 0.9T / K120 / 120mpm